江苏予然环保科技有限公司 废气处理|除尘器|一体化污水|喷漆房
15952498784

2025-01-17 01:12:21
电厂脱硫工艺主要工艺过程是:清水池一次性加入氢氧化钠溶剂制成氢氧化钠脱硫液(循环水),用泵打入脱硫除尘器进行脱硫。3种生成物均溶于水.在脱硫过程中,烟气夹杂的烟道灰同时被循环水湿润而捕集进入循环水,从脱硫除尘器排出的循环水变为灰水(稀灰浆)。一起流入沉淀池,烟道灰经沉淀定期***,回收利用,如制内燃砖等。上清液溢流进入反应池与投加的石灰进行反应,置换出的氢氧化钠溶解在循环水中,同时生成难溶解的亚硫酸钙、硫酸钙和碳酸钙等,可通过沉淀***;可以回收,是制水泥的良好原料。VOCs废气处理设备公司。舟山催化燃烧废气处理设备厂家

氧化法氧化法的基本原理是VOC与O2发生氧化反应,生成CO2和H2O。有机废气处理的氧化法分为热氧化法和催化氧化法两种方法。热氧化法当前分为三种:热力燃烧式、间壁式、蓄热式。这三种方法均能催化法结合,降低化学反应的反应温度,主要区别在于热量回收方式。催化氧化法现阶段使用的催化剂有两种:贵金属催化剂和非贵金属催化剂。为有效防止催化剂中毒后丧失催化活性,在处理前必须彻底清?除?可使催化剂中毒的物质,比如Pb、Zn和Hg等。如果有机废气中的催化剂毒物、遮盖质无法清?除,则不可使用这种催化氧化法处理VOC。金华催化燃烧废气处理设备工厂VOCs废气处理设备厂家!

变压吸附分离与净化技术变压吸附分离与净化技术(PSA)利用气体组分在固体材料上的吸附特性,通过压力变化实现有机废气的净化。该技术主要使用沸石分子筛作为吸附材料,在吸附选择性和吸附量方面具有显??著?优势。PSA技术通过物理法实现废气的净化,能够有效回收有价值的气体资源。近年来,PSA技术在工业生产中得到了普遍应用,显示出良好的气体分离效果。该技术的优势在于能源消耗少、成本低、操作自动化程度高以及分离净化后混合物纯度高。随着环保意识的提高和能源资源的日益紧张,PSA技术将在未来有机废气处理领域发挥越来越重要的作用。
化工废气是指在化工生产中由化工厂排出的有毒有害的气体。化工废气往往含有污染物种类很多,物理和化学性质复杂,毒性也不尽相同,严重污染环境和影响人体健康。不同化工生产行业产生的化工废气成分差别很大。如氯碱行业产生的废气中主要含有氯气、氯化氢、氯乙烯、汞、乙炔等,氮肥行业产生的废气中主要含有氮氧化物、尿素粉尘、一氧化碳、氨气、二氧化硫、甲烷等。吸收法:利用组分在吸收剂中溶解度不同(物理吸收)或与吸附剂发生选择性化学反应(化学吸附)吸附法:利用多孔性物质表面存在的未平衡的分子引力或化学键力,把某些组分吸留在固体表面上冷凝法:利用物质在不同温度下具有不同饱和蒸汽压这一性质,采用降低温度或提高系统压力,是处于蒸汽状态的污染物冷凝并从废气中分离出来的过程。化学/氧化法:通过针对特征化学结构废气进行化学反应反应吸收,祛除气味。有机废气废气处理设备。

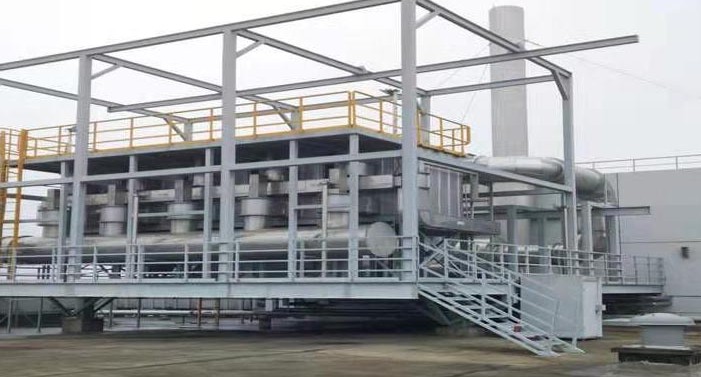
业废气处理系统的设计需要考虑多个因素和步骤。以下是一个设计过程的简要步骤:废气收集:首先需要收集产生的废气。对于车间中产生的废气,可以通过在产生废气的地方正上方安装集气罩进行收集。废气处理设备选择:收集完废气后,需要选择合适的废气处理设备。这些设备通常包括各种净化设备和通风设备,例如风机、各种过滤器、吸收塔等,具体选择哪种设备需根据废气的特性和处理要求来决定。废气处理风量确定:在选择了废气处理设备后,需要根据废气的产生量来确定需要处理的风量。这通常需要计算整个车间的体积,并根据车间的换气次数来计算每小时的处理量。管线布局:在确定了需要处理的风量后,可以据此设计管线的布局。管线的布局应该合理、紧凑,并考虑到将来的扩展和维修。环境评估:***,需要对设计的系统进行环境评估,以确保其在使用过程中能够满足环保要求。这通常涉及到对废气处理前后的成分进行分析,以及对处理后的废气排放进行监测。RTO是蓄热式焚烧处理有机废气装置。宁波活性炭吸附废气处理设备厂家
催化燃烧废气处理设备价格。舟山催化燃烧废气处理设备厂家
RTO技术与RCO技术均为VOCs(挥发性有机化合物)治理领域的成熟技术,具有应用普遍、治理效果佳、运行稳定且成本相对较低等优势。二者之间的主要区别在于:RTO不依赖催化剂,而RCO则包含催化剂;RTO的操作温度需达到760℃以上,RCO则在250至400℃之间运行;RTO可能会产生NOX等二次污染物,而RCO则不会。由于RCO的操作温度较低,其运行费用也相应低于RTO。此外,RCO可采用电加热器进行加热,无需明火,从而降低了运行温度与设备材质成本。相比之下,RTO因运行温度高而必须使用燃烧器进行温度控制,进而产生明火,使得其在安全性方面稍逊于RCO。在选择VOCs处理方法时,需综合考虑废气组分、含量、浓度等现场情况,以选择**适合的处理方法。各种方法并无清掉优劣之分,关键在于如何将其恰当地应用于实际场景中,从而**大程度地降低生产成本。舟山催化燃烧废气处理设备厂家